
| PRODUCTS --"系統服務展示"
鍍鋅鋼板風管是以鍍鋅鋼板為主要原材料,經過咬口、機械加工成型,具有現場制作方便,同時具有可設計性,是傳統的通風、空調用管道,同時隨著技術的發展,由以前的手工制作改變為現在的全部機械化生產,具有效率高,加工尺寸精確等優點。
鋼板風管
鍍鋅鋼板風管是以鍍鋅鋼板為主要原材料,經過咬口、機械加工成型,具有現場制作方便,同時具有可設計性,是傳統的通風、空調用管道,同時隨著技術的發展,由以前的手工制作改變為現在的全部機械化生產,具有效率高,加工尺寸精確等優點。
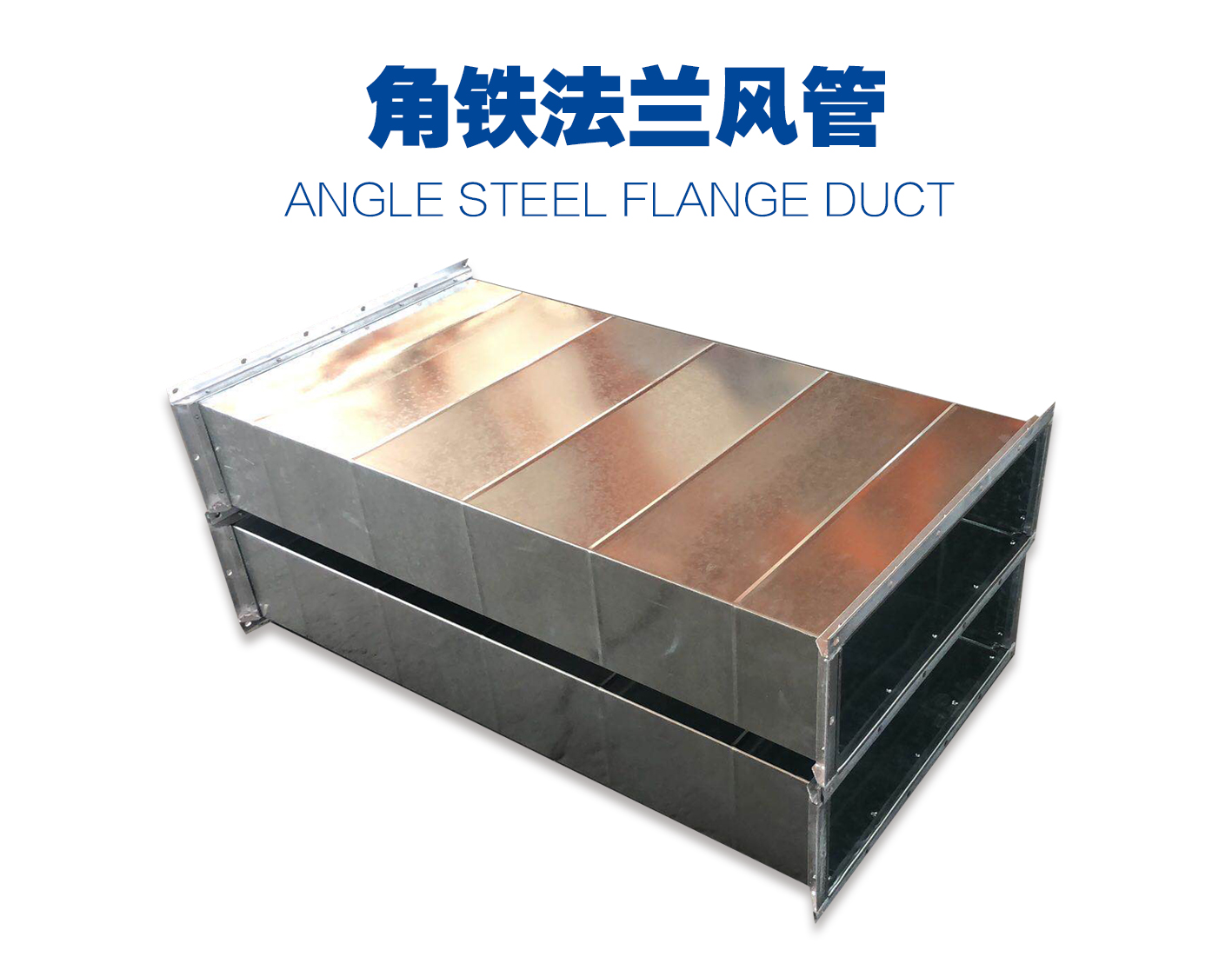
現代化的成型連接方式
風管法蘭改變過去傳統的鉚接方式,同時角鐵法蘭安裝時鉆孔困難,預先鉆孔,由于變形等其他原因造成安裝困難,采用卡簧式結構的法蘭具有成型快,連接方便的優點。
通風管道制作一般規定
1、一般規定:
制作風管前,首先要檢查采用的材料是否符合質量要求,有否出廠合格證明書或質量鑒定文件。若無上述證明文件則應進行外觀檢查,并應符合下列要求:
(1)板材表面應平整,厚度應均勻,無凸凹及明顯的壓傷現象,并不得有裂紋、砂眼、結疤及刺邊和銹蝕情況;
(2)型鋼應該等型、均勻,不應有裂紋、氣泡、窩穴及其他影響質量的缺陷;
(3)其他材料不能因具有缺陷導致成品強度的降低或影響其使用效能。
2、風管和配件表面平整、圓弧均勻、縱向接縫應錯開;咬口縫應緊密,寬度均勻。焊縫應作外觀檢查,不應有氣孔、砂眼、夾渣、裂紋等缺陷,焊接后鋼板的變形應矯正。
3、制作金屬風管和配件,外徑或外邊長的允許偏差:小于或等于300㎜為-1㎜;大于300㎜為-2㎜。其中制作法蘭,圓形法蘭內徑或矩形法蘭內邊尺寸允許偏差為+2㎜,不平度不應大于2㎜。
4、風道系統內所有直角轉彎處均安裝消聲彎頭,消聲彎頭內設鍍鋅鐵板導流片。
5、風道保溫層用聚苯乙烯泡沫板制作,泡沫板密度:40㎏/m3,厚度35㎜(表面溫度不得低于5℃),保溫層邊部接合部位采用梯臺或榫槽結構,用樹脂粘貼。外表面用鋁箔布裹住,用熱敏膠帶粘貼嚴密,風道外表面不得有結露現象。
6、風道采用機械咬口,規整嚴密,接口內表面打玻璃膠。
7、風道與風口接合用帶保溫層的軟管連接。
8、風道安裝應平、直,主風道安裝不直度≤1.5㎜/m,不平度≤1㎜/m
9、風管加固:
矩形風管邊長大于或等于630㎜和保溫風管邊長大于或等于800㎜,其管段長度在1.2m以上均應采取加固措施。
10、風管法蘭:
(1)在加工法蘭時,在一般情況下,其內徑應比風管外徑略大2~3㎜。
(2)在制作法蘭時,應注意法蘭表面平整,以防止漏風現象。
(3)法蘭螺栓孔的間距應不大于150㎜,鉆法蘭螺栓孔時,必須注意使孔的位置處
于角鋼(減去厚度)或扁鋼的中心。為了便于機械化、標準化施工,螺栓孔的排列,要使正方法蘭和圓法蘭任意旋轉時,四面的螺栓孔都能對準;矩形法蘭兩對邊的螺栓孔均能對準。
(4)角鋼法蘭的立面與平面應保證互成90°。連接用的螺栓和鉚釘宜采用同樣規
格的螺栓和鉚釘(如M8、φ4.5)。
11、風管檢驗項目:
風管外觀質量應符合以下規定:
合格:折角平直,圓弧均勻,兩端平面平行,無明顯翹角,表面凹凸不大于10㎜;風管與法蘭連接牢固,翻邊基本平寬度不小于6㎜,緊貼法蘭。
優良:折角平直,圓弧均勻,兩端平面平行,無翹角,表面凹凸不大于5㎜;風管與法蘭連接牢固,翻邊平整,寬度不小于6㎜,緊貼法蘭。
檢驗方法:拉線、尺量和觀察檢查。
在線留言
WRITE A MESSAGE TO US
版權所有 ? 山東金光集團 | ICP備案號: 魯ICP備06034774號 | 網站支持:中企動力 濟南二分 | 【后臺管理登錄】